



























PEEK (polyether ether ketone) materials are widely used for cranial bone repair and reconstruction due to their excellent biocompatibility and mechanical properties. Compared to traditional metal materials, PEEK implants have a lower modulus of elasticity, which reduces the stress-shielding effect and facilitates bone tissue regeneration. In addition, PEEK implants are non-magnetic, X-ray permeable, and can be followed up with MRI and CT scans to meet clinical needs. However, PEEK is a high-temperature thermoplastic polymer material, and temperature fluctuations during the additive manufacturing process can affect the crystallinity and mechanical properties of the material. In the following, we will introduce the preparation of PEEK implants using fused deposition modeling (FDF) technology, and examine the effects of different printing parameters on the mechanical properties and surface quality of the material, in order to find the optimal process solution that meets the mechanical requirements as well as has a smooth surface and uniform color, so as to make the application of PEEK implants more extensive.
▍A closer look at the Apium M220 3D printer under study
An Apium M220 3D printer and VESTAKEEP® 3DF-T PEEK material were used in the study to evaluate the effect of different printing parameters on the performance of PEEK implants by means of a one-factor test method.
1、Materials and equipment
An Apium M220 3D printer was used with VESTAKEEP® i4 3DF-T PEEK print material with a diameter of 1.75 mm. Parameters such as print speed, airflow temperature (0-280°C), layer height (0.15-0.30 mm), and number of shells (1-3) were varied (see Table 1).

Table 1. Summary of printing parameters for all specimens (standard values in bold).
2.、Sample Preparation
Different printing parameter matrices (see Table 2) were set to print PEEK implant samples separately for subsequent performance testing. The printing parameters included airflow temperature, build direction, layer height, and shell number.

Table 2. matrix and names of all implants analyzed in this study (BO - build orientation, AF - airflow temperature (°C), S - number of shells, LH - layer height (mm), V - print speed (mm/s), IP - infill pattern, T - average implant thickness (mm), H - drilled hole), where only deviations from the standard values (AF 210 - S 3 - LH 0.15 - V 50 - IP Rec ± 45 - T 4) are indicated.
▍Tests On PEEK
1、Mechanical property testing: orthotropic compliance, dynamic compliance and impact experiments (see Figures 1 and 2) were performed to evaluate elasticity and impact resistance. The tests found that the best mechanical properties of the implant were obtained when the build direction was 180°.
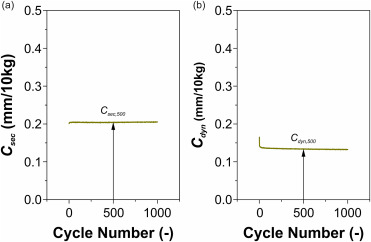
Figure 1. Second compliance (Csec) and dynamic compliance (Cdyn) measurements of machined implants over 1000 cycles, including evaluation after 500 cycles.
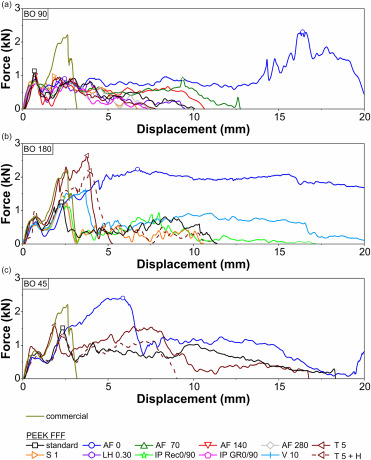
Figure 2. Representative force-displacement curves from impact testing of PEEK PSCIs fabricated with different print profiles compared to machined implants.
2、THERMAL ANALYSIS: A DSC test (see Figure 3) was used to analyze the melting point and crystallinity of PEEK implants at different printing parameters. The results show that the airflow temperature affects the crystallinity of the samples.
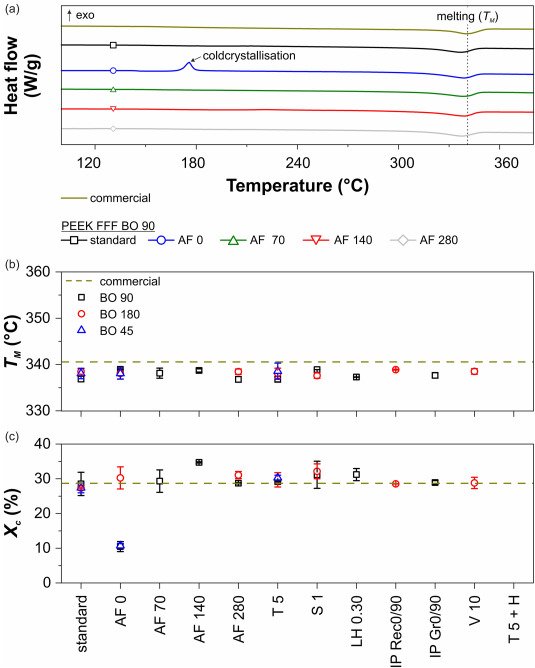
Figure 3. Representative DSC curves of machined PEEK compared to 3D printed PEEK at a build orientation (BO)) of 90 and different airflow temperatures (AF))(a)). Melting temperature (TM))(b) and crystallinity (Xc) (c) for all analyzed printing curves and machined implants (mean and standard deviation of n = 2 for each group).
3、Surface analysis: Using a microscope and a spectrophotometer (see Figure 4), the surface morphology and color uniformity of samples printed with different parameters were tested. Horizontal print surface quality was found to be poor.
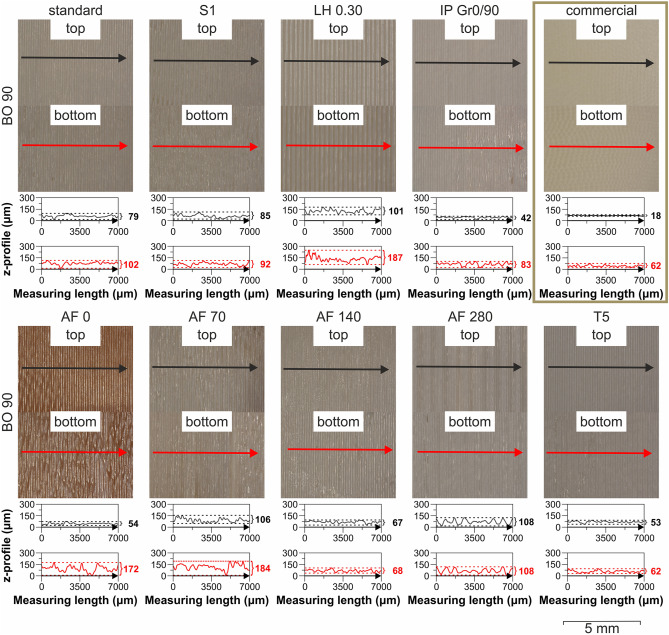
Figure 4. Microscopic images of the apical and bottom surfaces of a representative PEEK PSCI in the 90 (BO 90) build orientation, as well as an image of a milled implant (top right) at 40x magnification. The waviness profiles of the top (black) and bottom (red) surfaces of the implant along the length of the measurements shown are given below the images.
4、Comparison of results: Systematically compare the mechanical properties, thermal properties and surface quality of the samples under different parameters (see Fig. 5) to find out the optimized printing scheme.
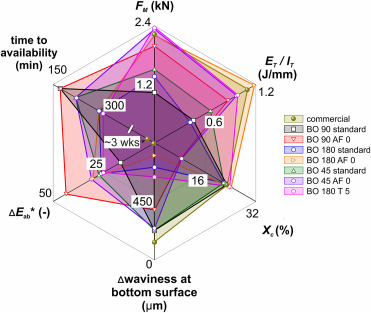
Fig. 5. Comparison of FFF and machined PEEK cranial implants in terms of mechanical integrity (relationship between maximum impact force - FM, total absorbed energy - ET, and displacement until failure - lT), implant quality (crystallinity - Xc, underside corrugation span, and degree of discoloration ΔEab∗ ), and availability time. Three different build orientations (BO) at two different airflow temperatures (AF) are shown (standard = AF 210). In addition, a 5 mm thick (T 5) BO 180 implant is shown, which best matches the machined implant in terms of mechanical properties.
▍Findings
Horizontal printing has good mechanical properties but poor surface quality (Fig. 2b); vertical printing has good surface quality and weak mechanical properties (Fig. 6), and airflow temperature versus crystallinity and color (Figs. 6, 3).
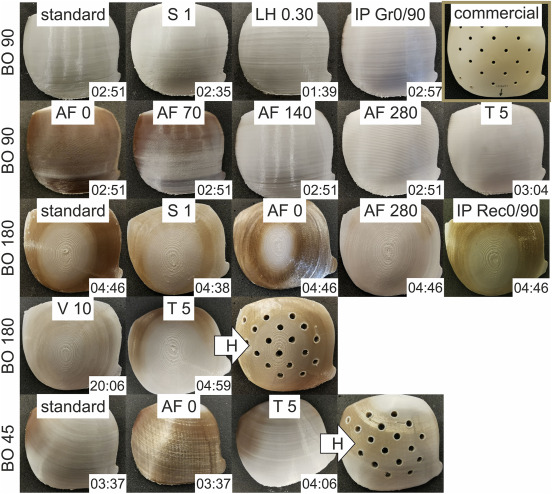
Fig. 6. Example of a single printed contour of a PEEK PSCI and its print time (h:mm) (bottom right). Machined implants are shown in the upper right corner.
The results of the study show that the build orientation of PEEK implants prepared with the Apium M220 3D printer has a significant impact on mechanical properties and surface quality.
The implants have the best mechanical properties when printed horizontally, due to the loading direction being perpendicular to the direction of the print layer, but the surface quality is poor, mainly due to residual support structures on the surface. When printing vertically, the implant has the best surface quality but weaker mechanical properties because the loading direction is the same as the print layer direction.
In addition, adjusting the airflow temperature can change the cooling rate of the sample, which affects the crystallinity and color uniformity of the implant. The higher the airflow temperature, the slower the cooling rate, the more crystalline the sample and the more uniform the color.
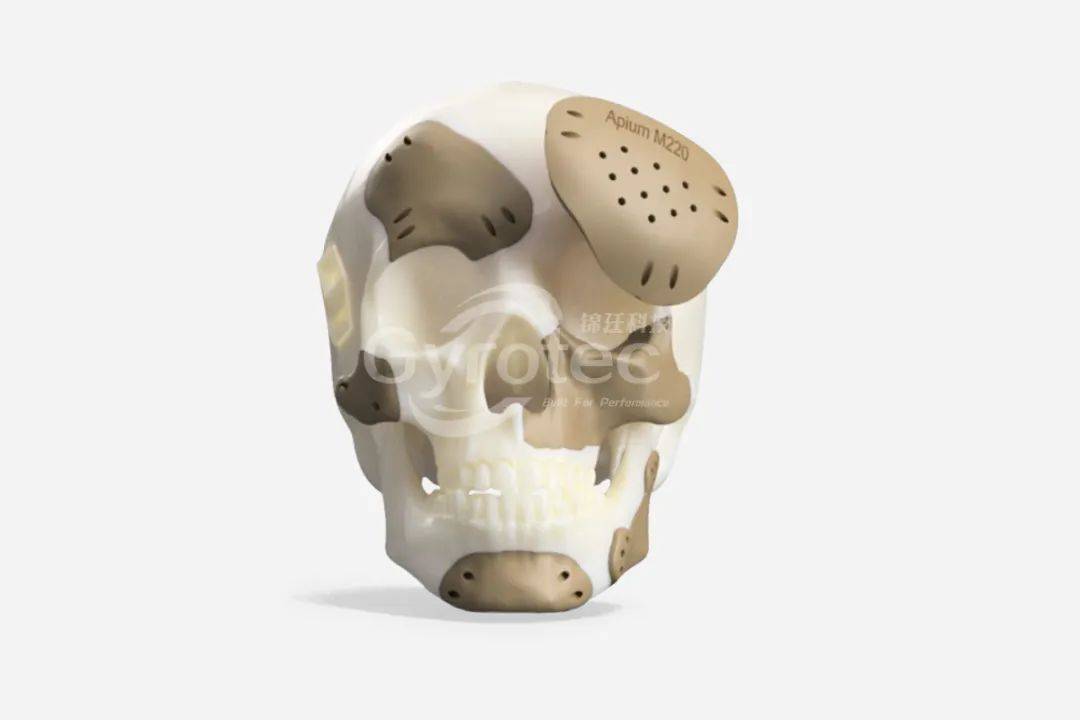
Apium M220 Print Sample




Apium M220
Promoting the redevelopment of precision medicine
The Apium M220 prints with high precision, stability and reliability to help research and optimize the performance of PEEK implants.
The study used an Apium M220 3D printer and VESTAKEEP® 3DF-T PEEK material to systematically evaluate the effect of different printing parameters on the mechanical, thermal and surface quality of implants. The build orientation was found to be a key parameter in determining the mechanical properties of the implants, while the airflow temperature was closely related to the crystallinity and surface quality of the samples. Better overall performance was obtained at 180° build orientation and 210°C airflow temperature.
The Apium M220 3D printer is equipped with high temperature metal nozzle, fine diameter design, stable material supply system and closed body filtration, and other technical advantages, which not only can accurately print high temperature PEEK material, but also provides a variety of printing parameters adjustment space to balance the mechanical properties and surface quality of the implant. The results of the study can provide an important reference value for optimizing the additive manufacturing of personalized PEEK implants.
It is foreseeable that in subsequent studies, continuing to optimize the M220's printing parameters, improving the removability of the support structure, and regulating the cooling temperature will help to further improve the comprehensive performance of the printed samples.The precision, stability, and reliability of the Apium M220 3D printer will also continue to help research and optimize the performance of PEEK implants, promoting the application of this technology in the clinic and making precision medicine more precision.
Bibliography:Material extrusion-based additive manufacturing of polyetheretherketone cranial implants: Mechanical performance and print quality.DOI:10.1016/j.jmrt.2022.11.143
 Home
Home Telephone
Telephone Message
Message







