



























With the widespread use of 3D printing technology in the medical field, there is great potential for printing personalized and customized medical implants using high-performance engineering plastics such as polyether ether ketone (PEEK). However, how to make the mechanical properties of 3D printed PEEK implants reach a standard comparable to the quality of machining or injection molding is the current technological challenge. Apium has developed the P-Series and M-Series 3D printers, whose innovative technological advantages, such as the ZoneHeating Conformal Temperature Control System, can significantly improve the printing fluidity of high-temperature materials such as PEEK and optimize the crystallization of the printing process. behavior during the printing process, thus effectively improving the mechanical properties of PEEK printed parts.
▇Apium P220 High Performance 3D Printer
Experimental materials, equipment and sample performance testing process
Its ZoneHeating with the shape of the temperature control system and other innovative technological advantages, can significantly improve the PEEK and other high-temperature material printing fluidity, optimize the crystallization behavior of the printing process, thereby effectively enhancing the mechanical properties of PEEK printed parts level.
Apium PEEK 450 Natural material
The glass transition temperature is about 154.8°C and the melting temperature is about 342°C. The material has a modulus of elasticity of 4 GPa and a tensile strength of 98 MPa.
Experimental design
In this study, Taguchi design with L9 orthogonal array was used to optimize the printing parameters of PEEK. Four printing parameters, nozzle temperature, zone heater temperature, layer height and extruder multiplication, were examined, and three levels were taken for each parameter, as follows: nozzle temperature of 475°C, 485°C, 495°C; zone heater temperature of 110°C, 130°C, 150°C; layer height of 0.1 mm, 0.2 mm, 0.3 mm; and extruder multiplication of 0.9, 1.0, 1.1. A total of nine sets of experiments were designed according to the L9 orthogonal array (Table 1). The mechanical properties of the samples with different parameter combinations were analyzed by tensile and bending tests, and Taguchi's analysis was used to determine the appropriate level of each printing parameter and its effect on the performance.
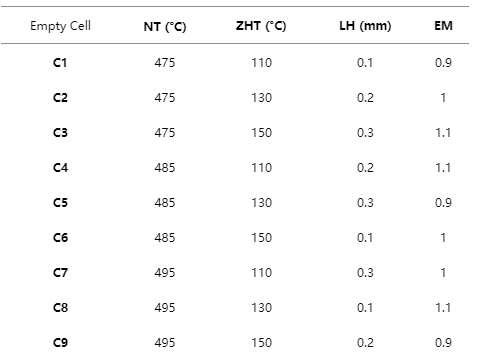
Table 1. Taguchi array L9, with the four selected print parameters varying in three levels.
Test sample preparation and performance testing
Test samples were prepared using an Apium P220 3D printer based on a combination of nine sets of parameters designed by Taguchi. After printing, the samples were subjected to tensile and three-point bending tests to examine the mechanical properties. The tensile tests were performed with reference to the ISO 527 standard using a universal testing machine at a speed of 0.01 mm/s (Fig. 1).
The three-point bending test was conducted with reference to the ISO 178 standard, using self-developed test equipment at a speed of 2 mm/min (Fig. 2). The effects of each 3D printing parameter on the mechanical properties of PEEK printed parts were analyzed by testing the tensile strength, tensile modulus, flexural strength and flexural modulus of samples with different parameter combinations. The test results were correlated with the changes in sample porosity observed in the parameter combinations.
Performance optimization of PEEK prints
Influence of parameters on tensile and flexural properties
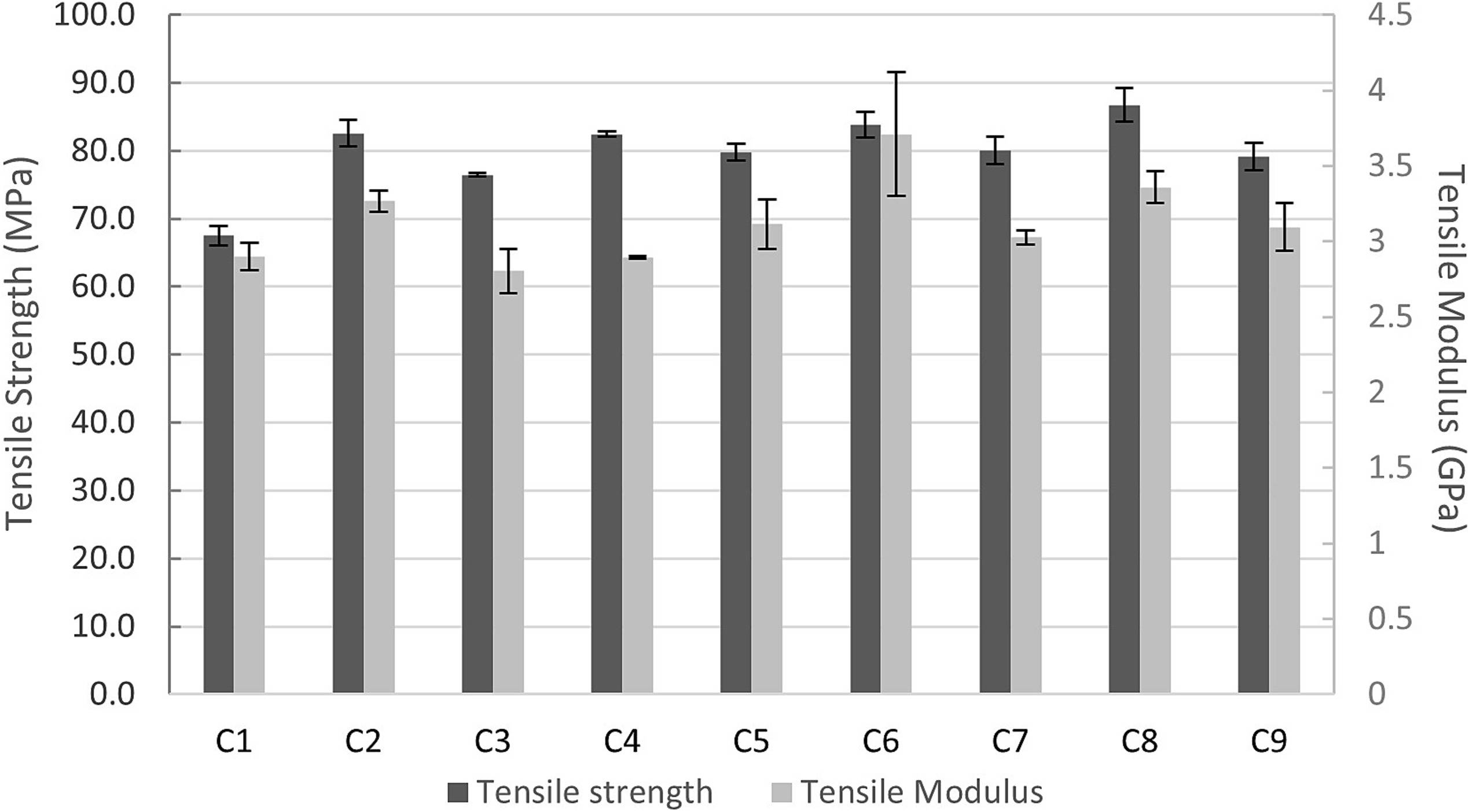
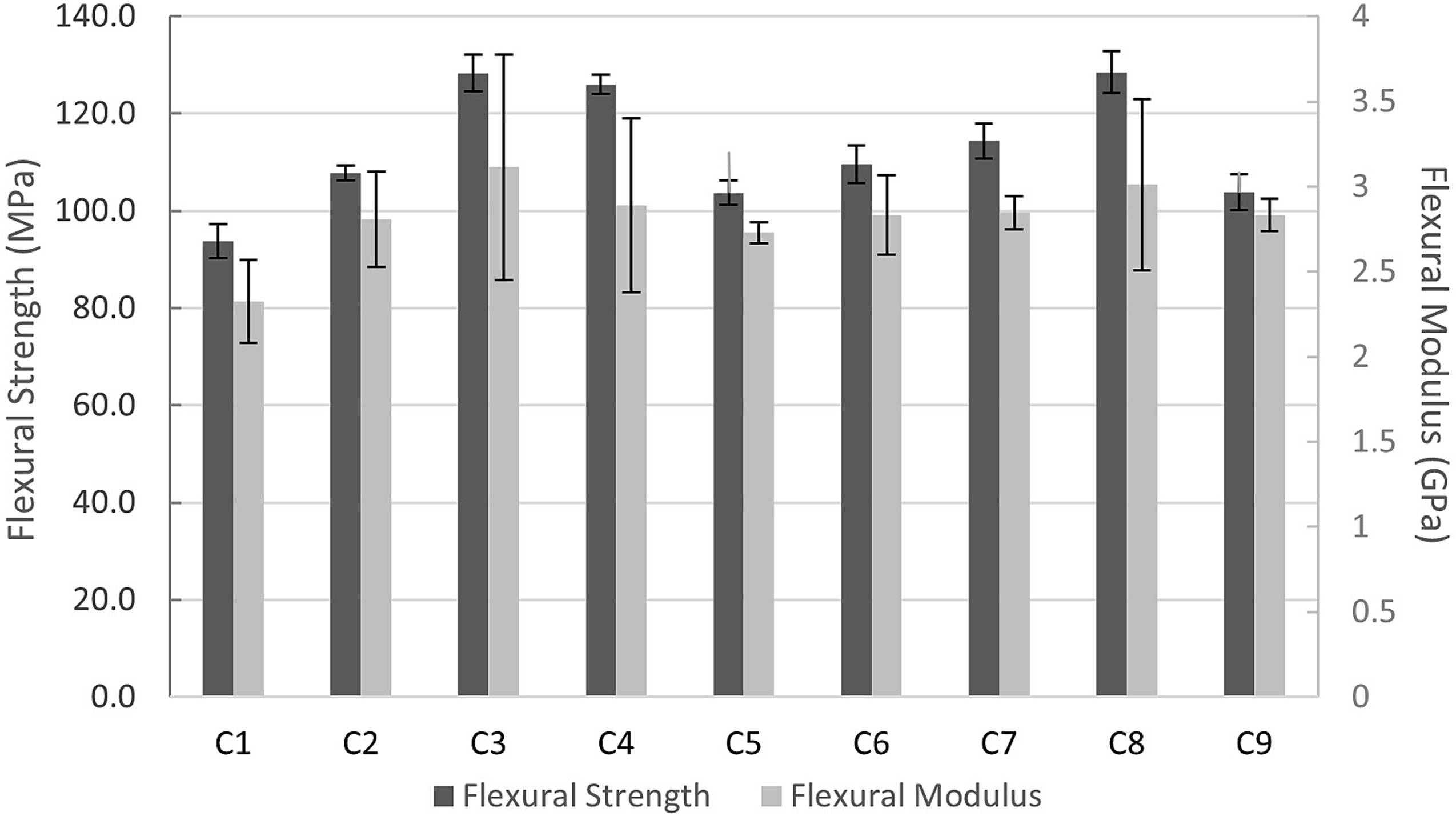
The results show that the tensile and flexural strengths are closely related to the interfacial bonding of the samples, and the stronger the interface bonding, the higher the strength. The higher the nozzle temperature, the better the interfacial bonding, which corresponds to the higher tensile strength. However, over-extrusion can also negatively affect the performance (Fig. 3), forming pores caused by flow instability. Flexural performance is related to the interfacial bonding between the layers; the greater the layer height, the fewer the interfaces of the layers subjected to shear, and the better the flexural performance. A reasonable combination of parameters results in high interfacial adhesion and low porosity, which improves the tensile and flexural properties of PEEK printed parts.
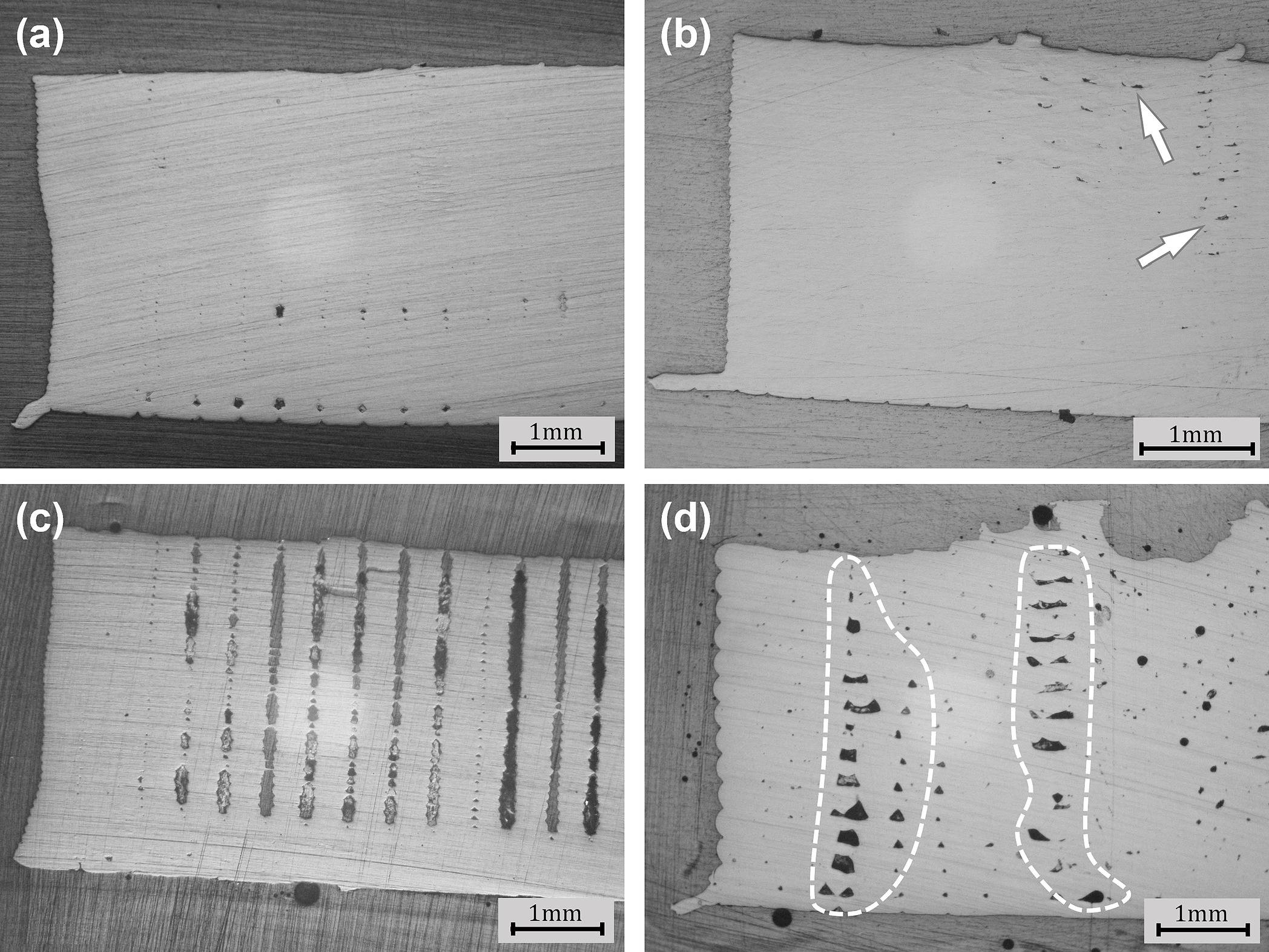
Fig. 3. Cross-section of tensile specimens C6 (a), C8 (b), C1 (c) and C3 (d). (White arrows and contours mark the pore defects caused by over-extrusion).
Optimization parameter analysis
The suitable parameter combinations for tensile and flexural strength properties were determined by ANOVA. The suitable parameters for tensile strength were nozzle temperature 485°C, zone heater temperature platform hot bed temperature 130°C, layer height 0.2 mm, and extruder multiplication 1 (Table 2).
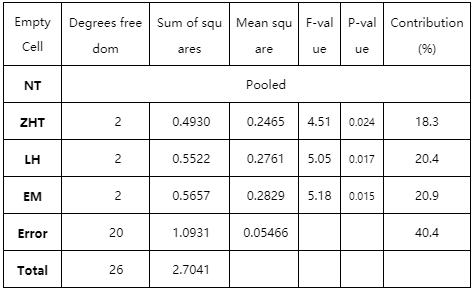
Table 2.ANOVA results for tensile strength.
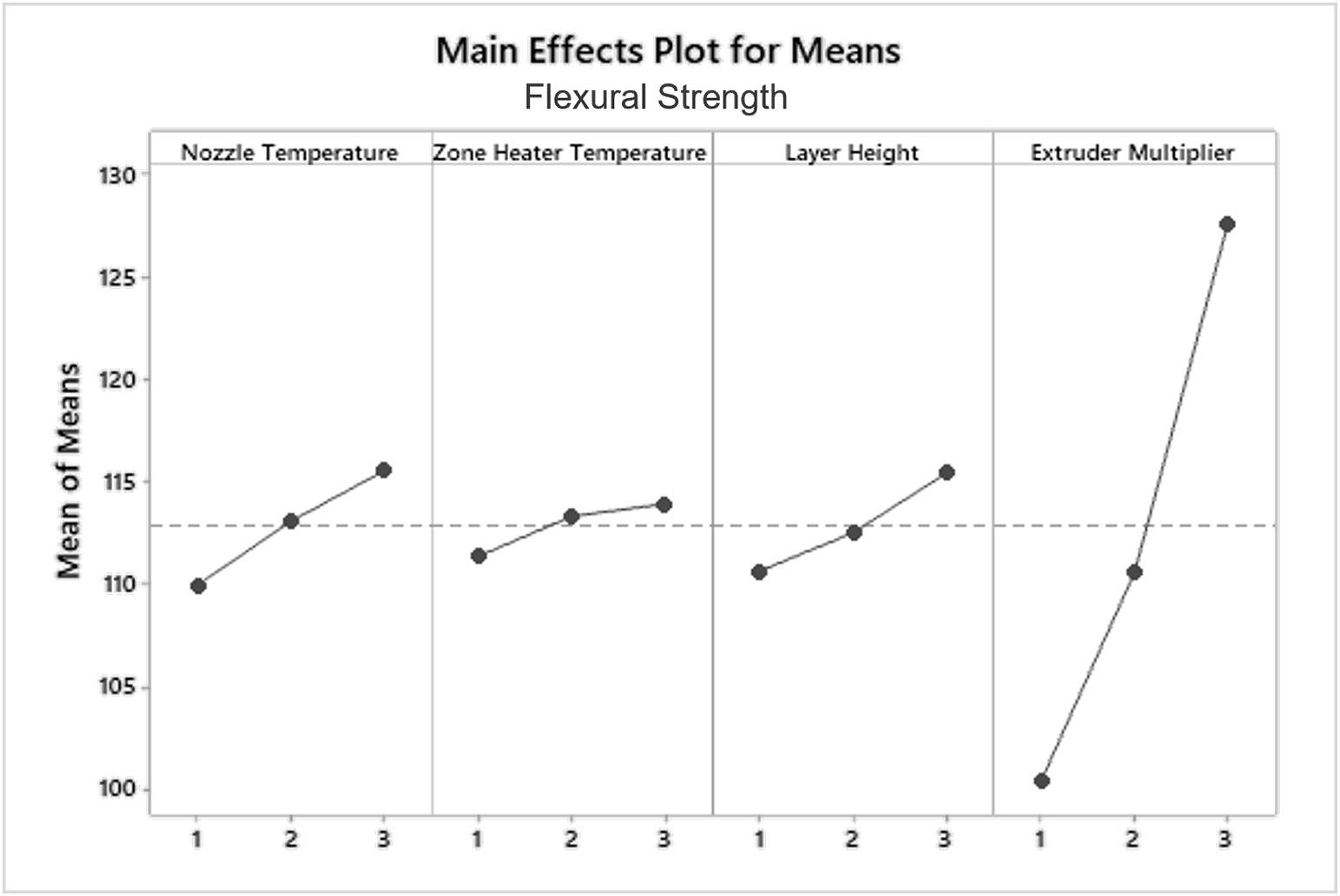
And the suitable parameters for both flexural strength and flexural modulus corresponded to the maximum values of the examined parameters, i.e., nozzle temperature of 495°C, zone heater temperature of 150°C, layer height of 0.3 mm, and extruder multiplication rate of 1.1 (Figure 4-5). High performance PEEK prints can be obtained using the appropriate parameters.

![]()
▇ Reduced porosity improves performance
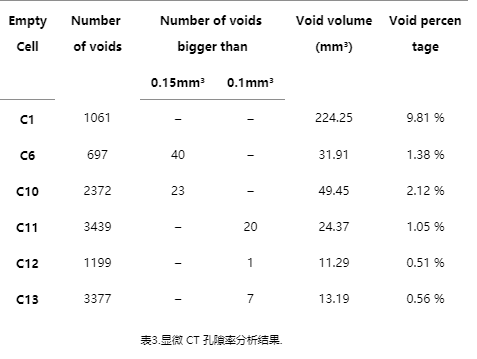
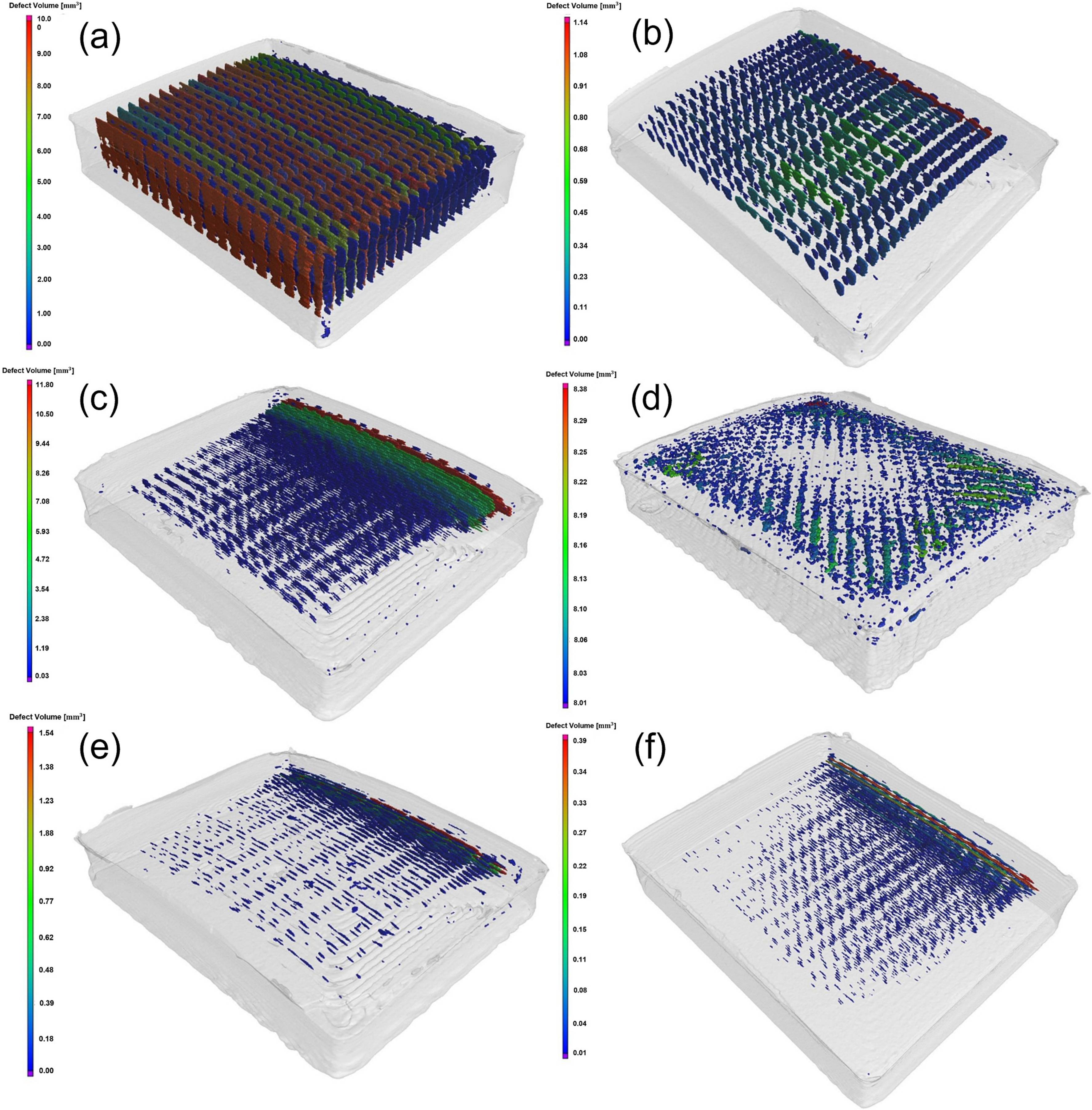
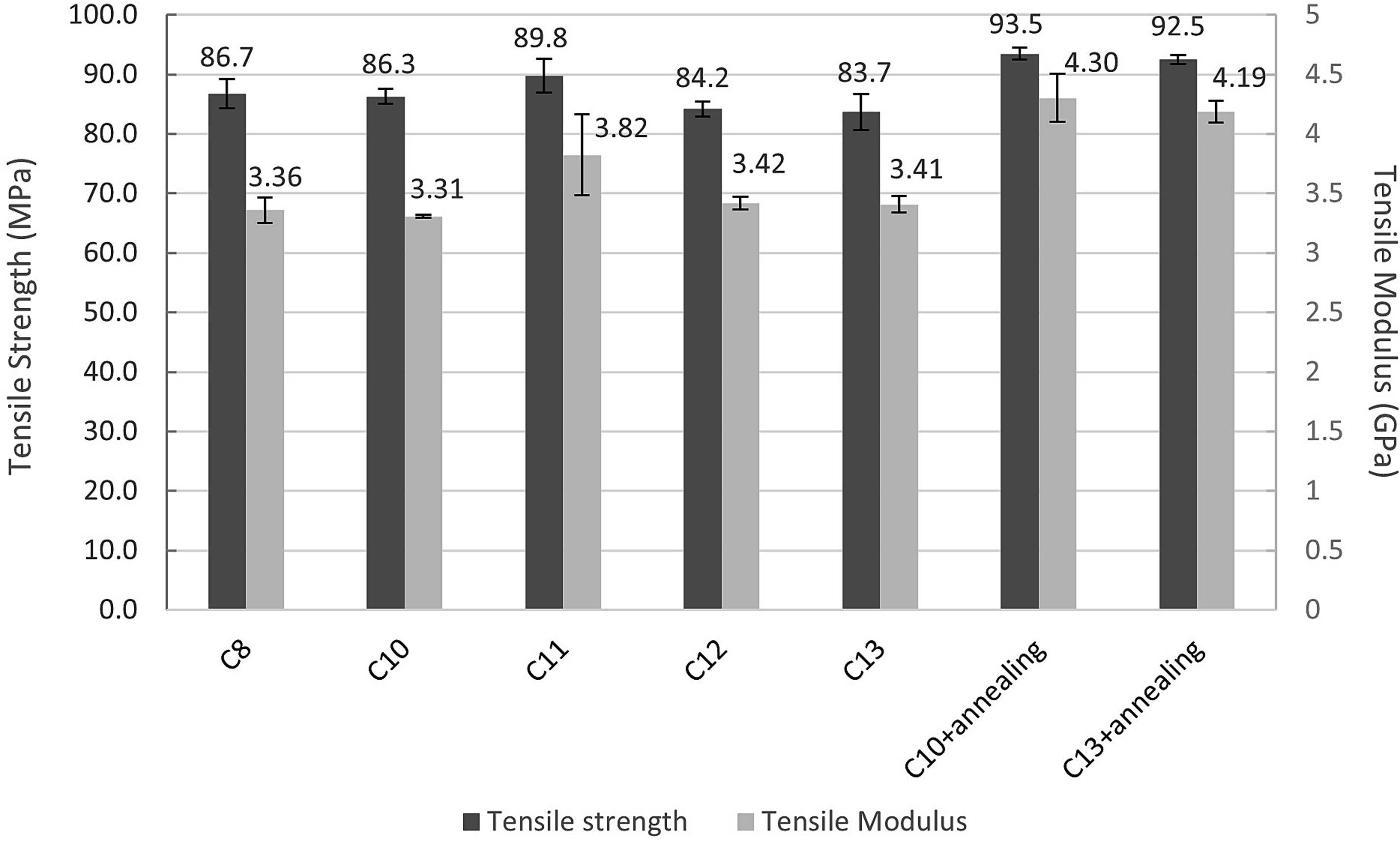
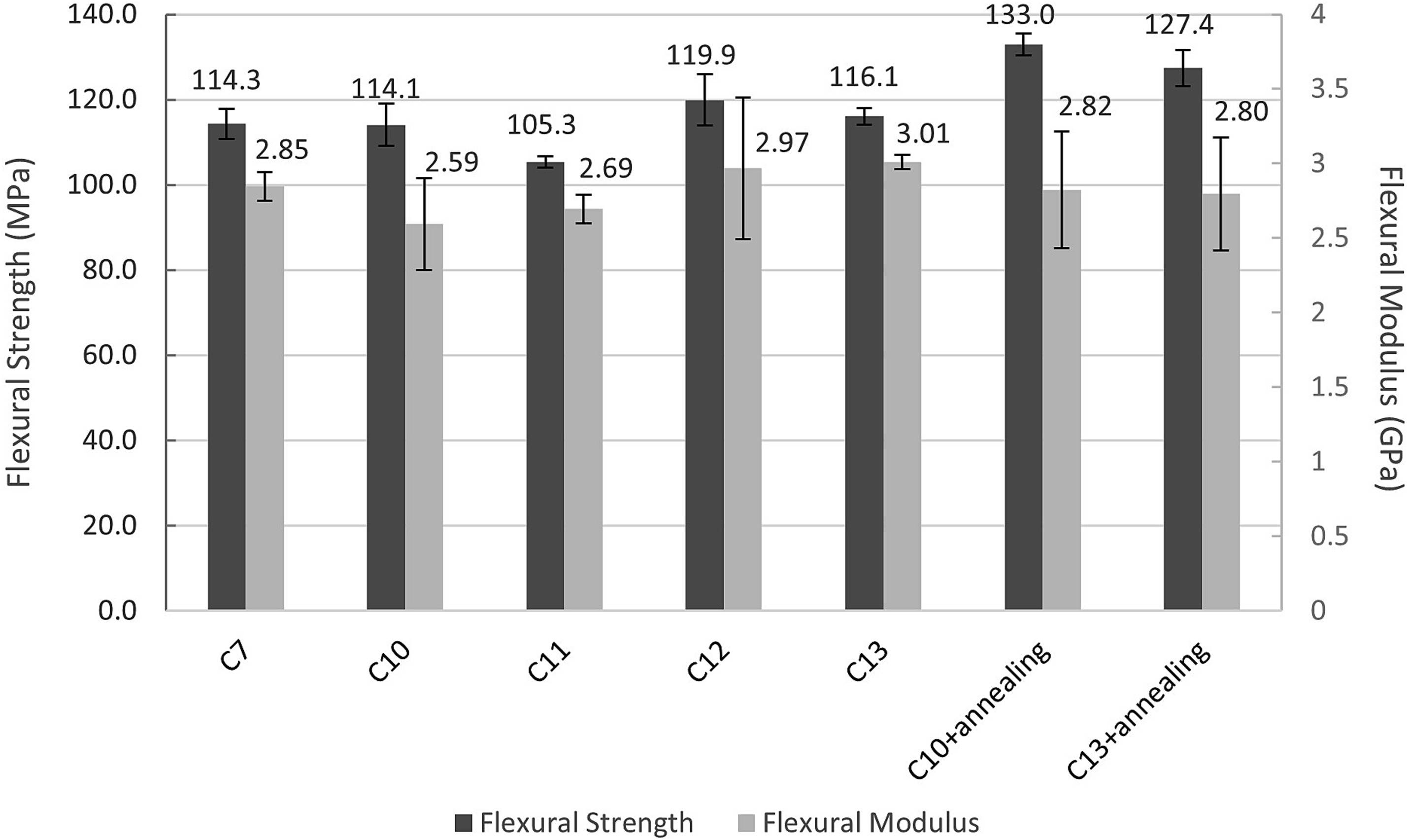
Reducing the porosity of the samples can also significantly improve the mechanical properties of PEEK printed parts. The use of adjusted infill configurations, such as alternate infill line angles and interlaminar line offsets (Fig. 6), can be effective in reducing the porosity of the sample (Table 3, Fig. 7). This infill optimization increases the interfacial attachment contact area between the print line and the interlayer, thus increasing the interlayer attachment effect. Comparative experimental data showed that compared to the default concentric infill pattern, the infill configuration with interlayer line offset resulted in a 65% reduction in porosity, a 13.9% increase in tensile strength (Fig. 8), and a 5.1% increase in flexural strength of the samples (Fig. 9). Therefore, optimizing the design of the filling pattern is also an effective means to improve the mechanical properties of PEEK printed parts.
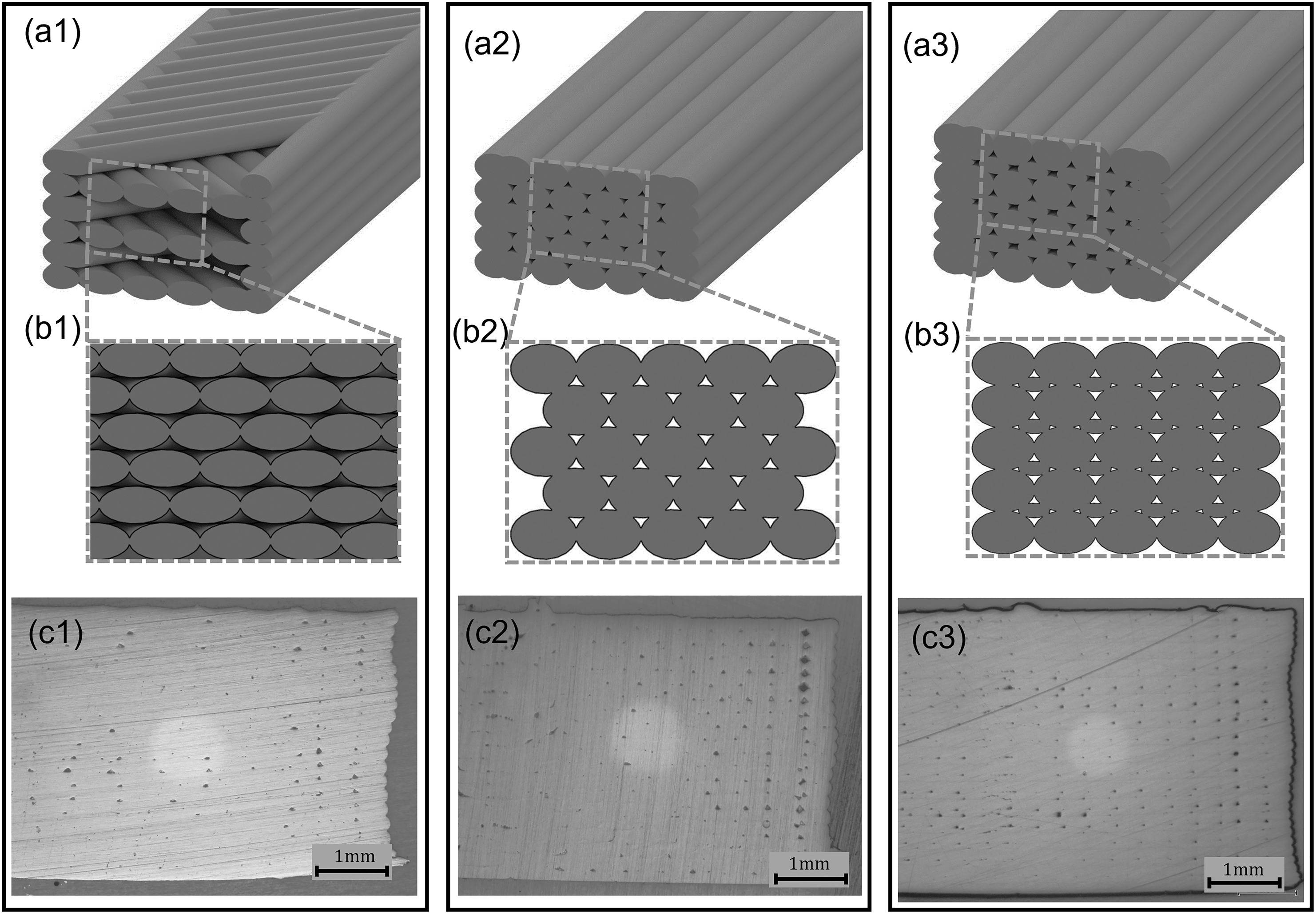
Fig. 6. Schematic macrostructures of the filled structures of samples C11 (a1), C12 (a2) and C13 (a3), as well as the corresponding cross-sectional views (b1, b2, b3) and micrographs (c1, c2, c3).
Annealing further improves performance
PEEK materials under optimized parameters
3D printing properties study and its potential for medical applications
In this study, key parameters such as nozzle temperature, zone heater temperature, layer height and extruder multiplication were optimized with the aim of enhancing the 3D printing performance of PEEK materials. Based on experimental data from Taguchi's method, it was found that tensile strength of up to 89.8 MPa was achieved with a nozzle temperature of 485°C, a heated bed temperature of 130°C, a layer height of 0.2 mm, and an extruder multiplication of 1x, while flexural strength of up to 139.7 MPa was achieved with a configuration of a nozzle temperature of 495°C, a heated bed temperature of 150°C, a layer height of 0.3 mm, and an extruder multiplication of 1.1x. These results are attributed to the optimization of the parameters, which resulted in a significant enhancement of molecular diffusion and interlayer bonding in the PEEK prints.
Further, a 45°/-45° alternating angle filling strategy resulted in a 4.1% increase in tensile strength relative to the standard sample. Meanwhile, a filling strategy with interlayer displacement of 0.5 times line width resulted in a 5.1% relative increase in flexural strength. These optimization effects are mainly due to the reduction of the interlayer bonding void ratio resulting from the filling pattern.
Notably, the tensile strength, flexural strength, and modulus of the PEEK prints increased by 10.5%, 16.6%, and 29.9%, respectively, after a 4-hour annealing treatment at 300°C. This enhancement performance is closely related to the increase in material crystallinity and the improvement of interfacial diffusion. This study provides an important reference for the practical application of PEEK materials in the field of personalized medical implants.
DOI.org/10.1016/j.jmapro.2023.03.024
 Home
Home Telephone
Telephone Message
Message







