


























引言

涡轮叶片——航空航天和工业发动机的核心部件——需要应对严苛的热力、机械和结构负荷。数十年来,传统铸造工艺(尤其是熔模铸造)始终主导这一领域,其依赖精密蜡模和复杂的凝固技术。如今,陶瓷3D打印正作为一种革新性技术崭露头角,带来了显著的敏捷性、几何自由度,以及与单晶铸造等先进工艺的兼容性。
熔模铸造的传统
涡轮叶片制造历来依赖熔模铸造工艺:首先通过金属模具注塑成型,制作包含内部冷却通道的蜡质部件模型;随后将这些蜡模组装成"树簇",浸入陶瓷浆料并覆盖多层耐火砂,形成坚固的陶瓷外壳;最后通过高压釜脱蜡并烧结陶瓷,制成耐高温铸型。此外,预先嵌入的陶瓷芯可形成冷却所需的内部空腔。
尽管这一工艺精度高,但其生产周期长、设计适应性差,且修改或小批量生产成本高昂。几何限制(尤其是复杂内流道结构)还可能制约性能优化。
陶瓷3D打印:结构性转折点
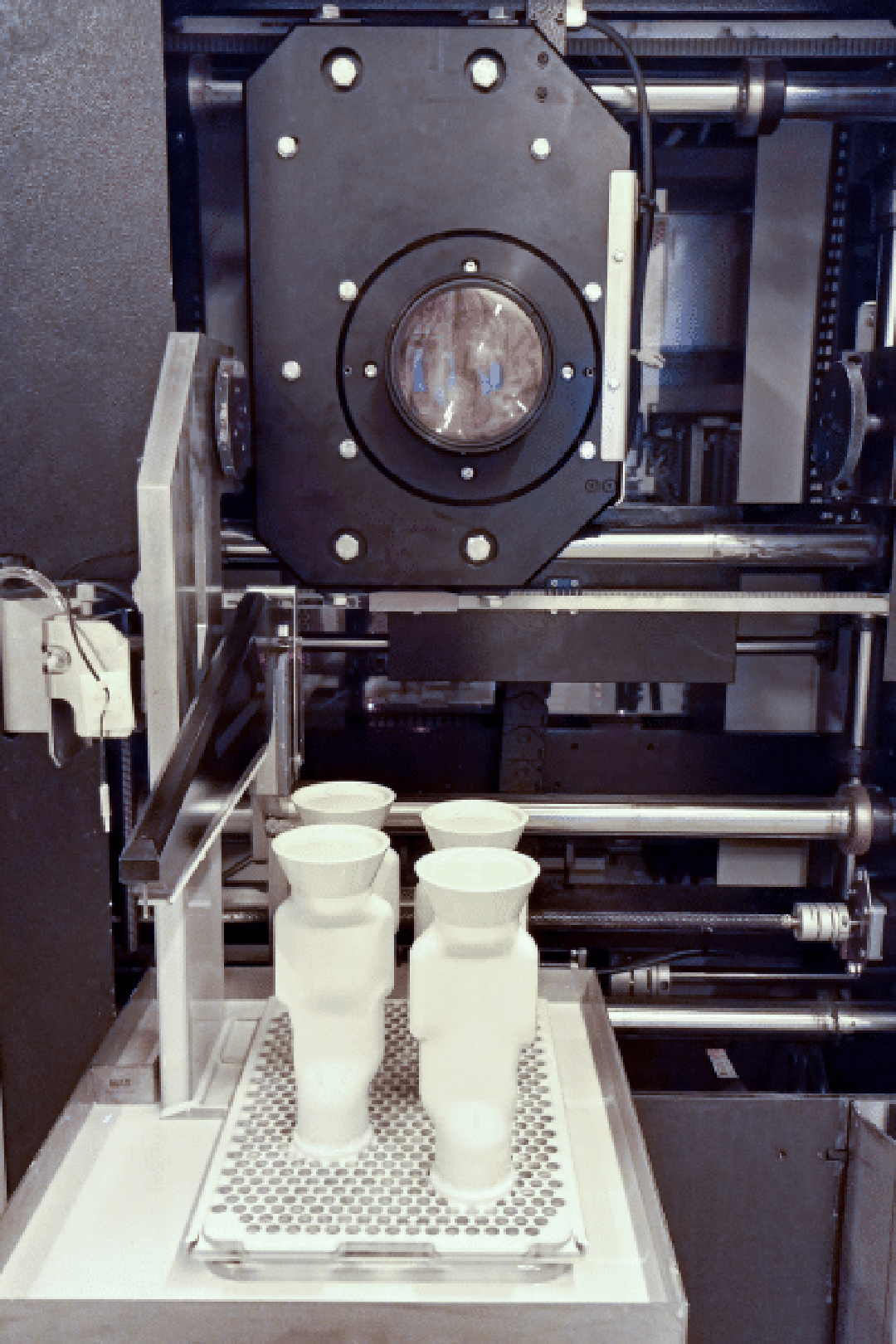
陶瓷3D打印可直接从数字文件生成铸型和型芯,彻底跳过了蜡模注塑和金属模具环节,大幅提升了制造灵活性。
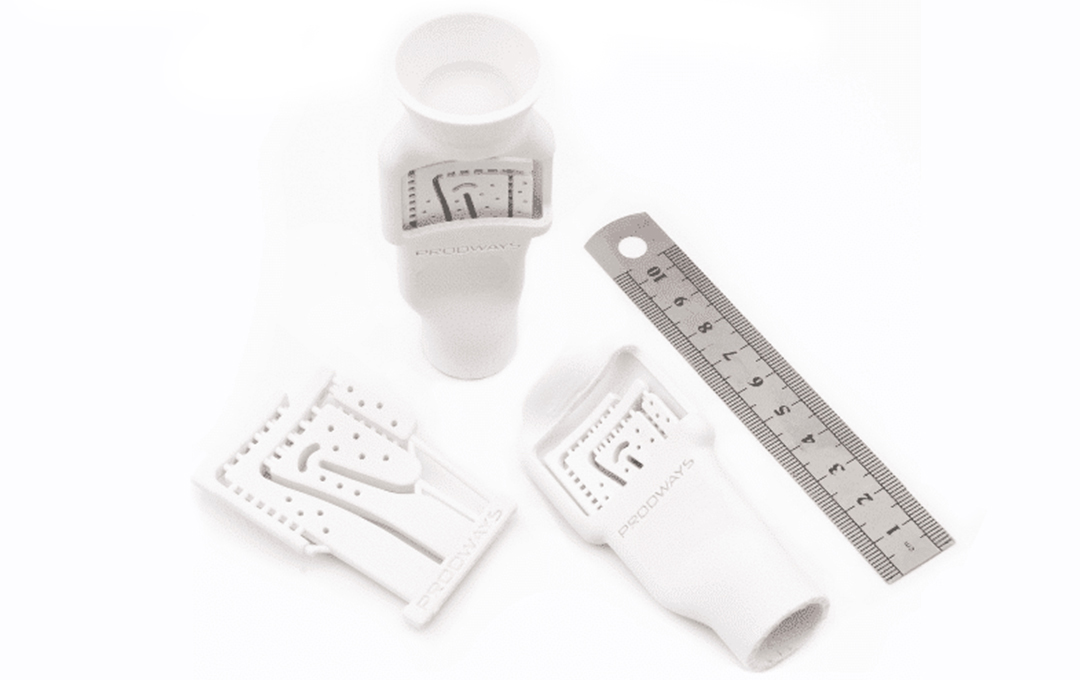
基于DLP的光固化陶瓷树脂技术(如MOVINGLight®)可实现31微米级精度的复杂几何结构,且成品能耐受熔融金属铸造的热力与机械应力。
更关键的是,该技术可将传统多步骤工艺整合为单次成型:弯曲冷却流道、热分配装置甚至晶粒选择器均可直接打印在铸型结构中。
实际工业效益
几何优化:通过拓扑优化生成的设计(例如针对局部热约束的构型)如今可无损制造,内部空腔可实现传统芯模无法达成的有机形态。
快速原型与缩短交付周期:省去模具制造环节后,生产周期可缩短数周甚至数月,这为研发阶段的几何迭代和发动机认证流程提供了关键支持。
小批量成本降低:无模具成本使小批量及单件生产更经济,尤其适用于维护检修(MRO)和预生产原型制作。
案例研究:霍尼韦尔的3D打印加速生产

霍尼韦尔(Honeywell)航空航天已将陶瓷3D打印成功应用于发动机部件的高性能铸型生产。通过将铸型制造周期从数月压缩至数周,该公司大幅缩短了原型开发周期,并显著降低了非重复性工程(NRE)成本。3D打印还实现了此前不可能的几何结构(如变截面冷却流道或强化热交换的表面纹理),直接提升了高温环境下部件的效率与寿命。
解锁单晶铸造兼容性
与传统认知不同,3D打印陶瓷铸型完全兼容单晶铸造——这一工艺是发动机高温区涡轮叶片的黄金标准。
何为单晶铸造? 单晶(SX)铸造通过铸型内的螺旋状晶粒选择器实现高温合金定向凝固,确保单一晶体贯穿部件,消除晶界从而显著提升抗蠕变性和高温强度。
陶瓷3D打印如何支持单晶铸造
集成晶粒选择器:通过CAD设计可直接打印铸型内晶粒选择器,避免装配误差并优化几何构型
热控制:先进陶瓷打印材料的热特性可精确调控凝固过程中的温度梯度(单晶质量关键要素)
表面光洁度:高分辨率打印使铸型内表面更光滑,从而提升最终部件的晶体质量
迈向全数字化制造链
陶瓷3D打印的核心变革价值在于其与数字化工作流的无缝集成——从CAD建模到铸型验证,每个环节均可模拟、迭代和数字溯源,从而实现:
更快的设计-铸造周期
基于仿真反馈的实时设计优化
通过CT扫描、射线检测和自动化QA增强可追溯性
降低人为失误与废品率
陶瓷3D打印:叶片铸造的范式革命

涡轮叶片制造正迎来关键转折。陶瓷3D打印已从实验技术进阶为高性能部件的战略级解决方案。通过摒弃昂贵模具、实现复杂铸型的快速生产,并验证其对单晶铸造等严苛工艺的适配性,3D打印正在重新定义制造的灵活性标准。
CERAM PRO 365等尖端系统,搭配Tethon3D研发的先进材料,以及霍尼韦尔等企业的实际应用,无不证明这项技术已脱离实验阶段——它正推动工业级变革。
高性能铸造的未来图景,正在通过3D打印技术逐步化为现实。
 首页
首页 电话咨询
电话咨询 留言
留言







