


























随着3D打印技术在医疗领域的广泛应用,使用聚醚醚酮(PEEK)等高性能工程塑料打印个性化定制医用植入物,具有巨大潜力。但是,如何使3D打印PEEK植入物的力学性能达到与机械加工或注塑品质相当的标准,是当前的技术挑战。Apium公司开发的P系列和M系列3D打印机,其ZoneHeating随形温控系统等创新技术优势,可显著改善PEEK等高温材料的打印流动性,优化打印过程中的结晶行为,从而有效提升PEEK打印件的力学性能水平。
*Apium P220 高性能3D打印机
实验材料、设备与样品性能测试流程
其ZoneHeating随形温控系统等创新技术优势,可显著改善PEEK等高温材料的打印流动性,优化打印过程中的结晶行为,从而有效提升PEEK打印件的力学性能水平。
玻璃化转变温度约为154.8°C,熔化温度约为342°C。该材料具有4GPa的弹性模量以及98MPa的拉伸强度。
实验设计
本研究采用L9正交数组的田口设计来优化PEEK的打印参数。考察了喷嘴温度、区域加热器温度、层高和挤出机倍率4个打印参数,每个参数取3个水平,具体为:喷嘴温度475°C、485°C、495°C;区域加热器温度110°C、130°C、150°C;层高0.1mm、0.2mm、0.3mm;挤出机倍率0.9、1.0、1.1。按照L9正交数组,共设计了9组实验(表1)。通过拉伸和弯曲测试分析不同参数组合样品的机械性能,采用田口分析确定各打印参数的适宜水平和对性能的影响。
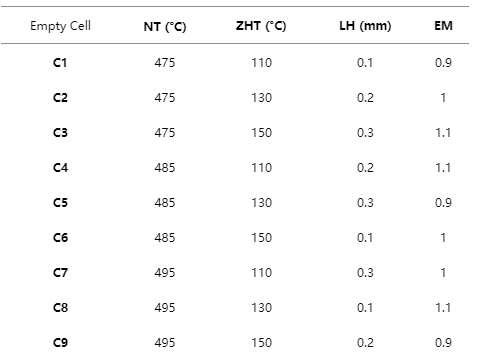
表1. 田口数组 L9,所选 4 个打印参数分 3 个等级变化.
测试样品制备与性能测试
根据田口设计的9组参数组合,使用Apium P220 3D打印机制备了测试样品。打印后,对样品进行了拉伸和三点弯曲测试以考察机械性能。拉伸测试参照ISO 527标准,使用万能试验机在0.01 mm/s的速度下进行(图1)。
三点弯曲测试则参照ISO 178标准,使用自主研发的测试设备在2 mm/min的速度下进行(图2)。通过测试不同参数组合样品的拉伸强度、拉伸模量、抗弯强度和抗弯模量,分析各3D打印参数对PEEK打印件机械性能的影响。测试结果与参数组合中观察到的样品孔隙率变化相关。
PEEK打印件性能优化
参数对拉伸和弯曲性能的影响
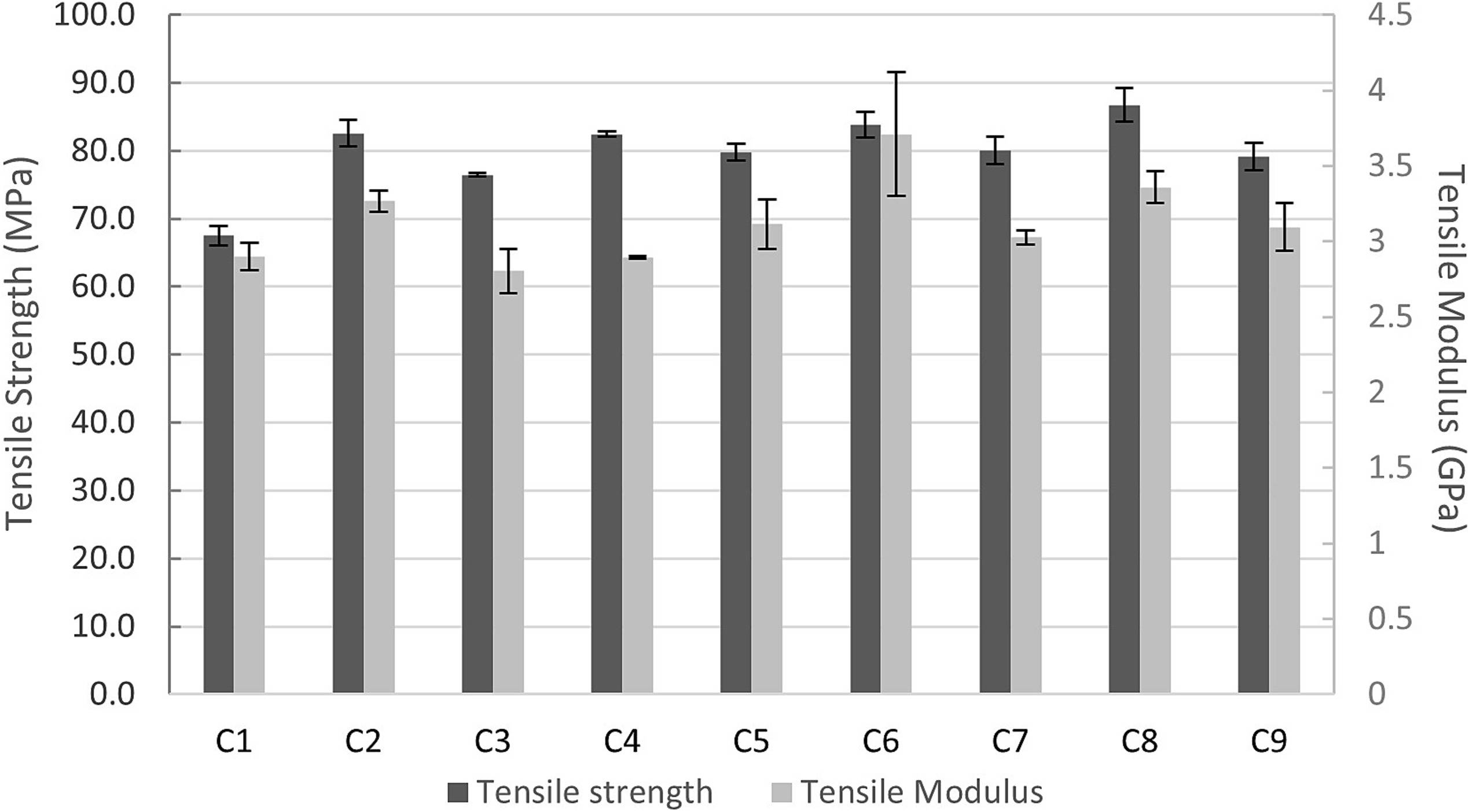
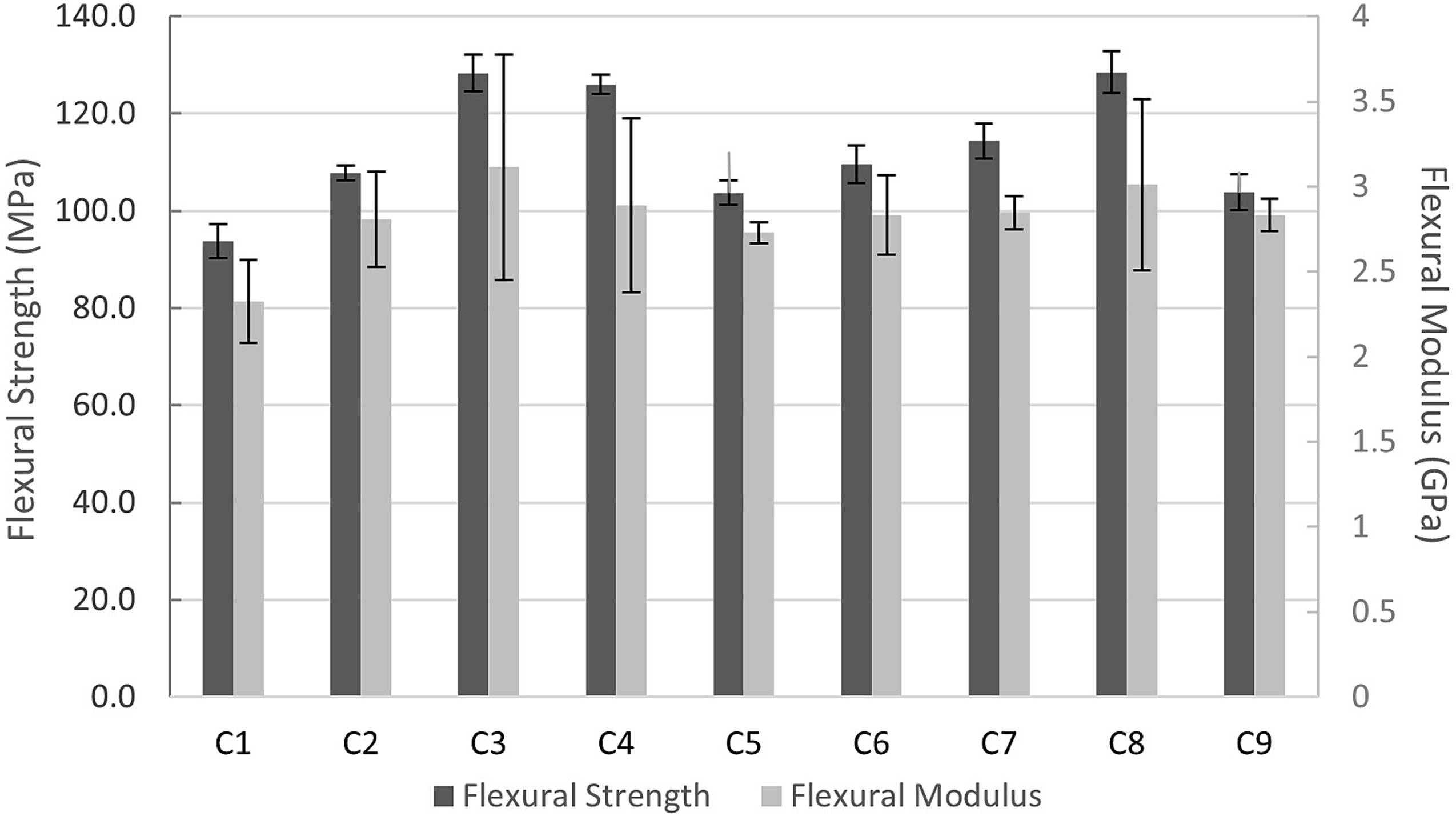
结果显示,拉伸强度和抗弯强度与样品界面结合力密切相关,接口结合力越强,强度越高。喷嘴温度越高,界面结合力越好,对应拉伸强度越高。但过度挤压也会对性能产生负面影响(图3),形成流动不稳定造成的孔隙。抗弯性能与层间的界面结合力相关,层高越大,受剪切的层界面越少,抗弯性能越好。合理的参数组合可以获得高界面附着力和低孔隙率,从而提高PEEK打印件的拉伸和弯曲性能。
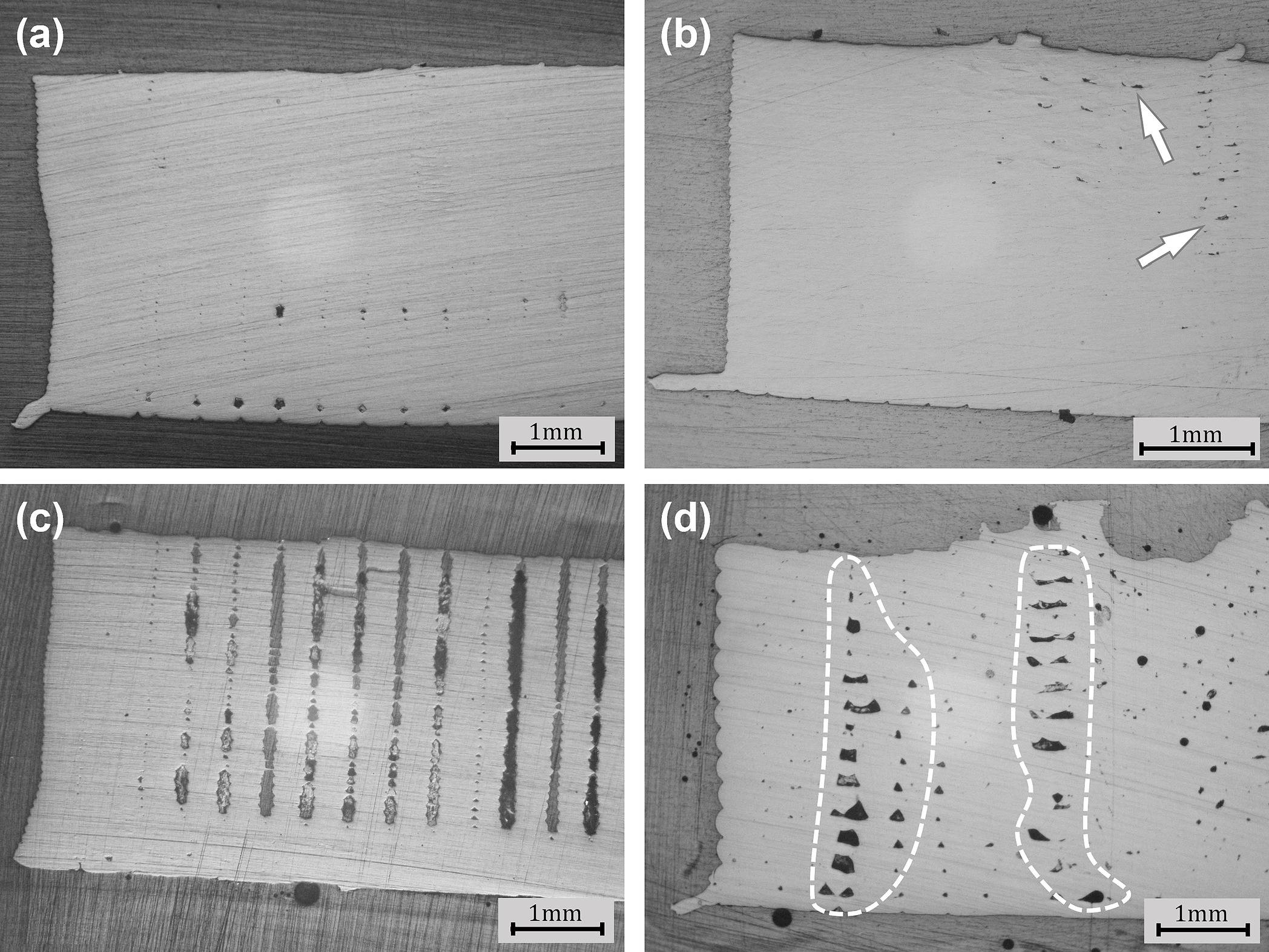
图 3.拉伸试样 C6(a)、C8(b)、C1(c)和 C3(d)横截面图。
(白色箭头和轮廓标出了过度挤压造成的孔隙缺陷).
优化参数分析
通过方差分析,确定了拉伸强度和抗弯强度性能的适宜参数组合。拉伸强度的适宜参数为喷嘴温度485°C,区域加热器温度平台热床温度130°C,层高0.2mm,挤出机倍率1(表2)。
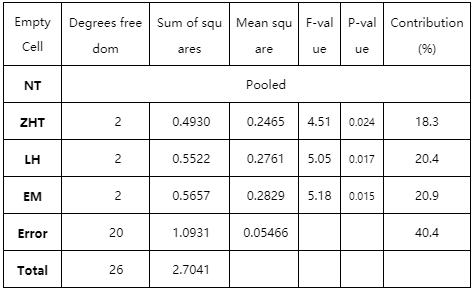
表2.拉伸强度的方差分析结果.
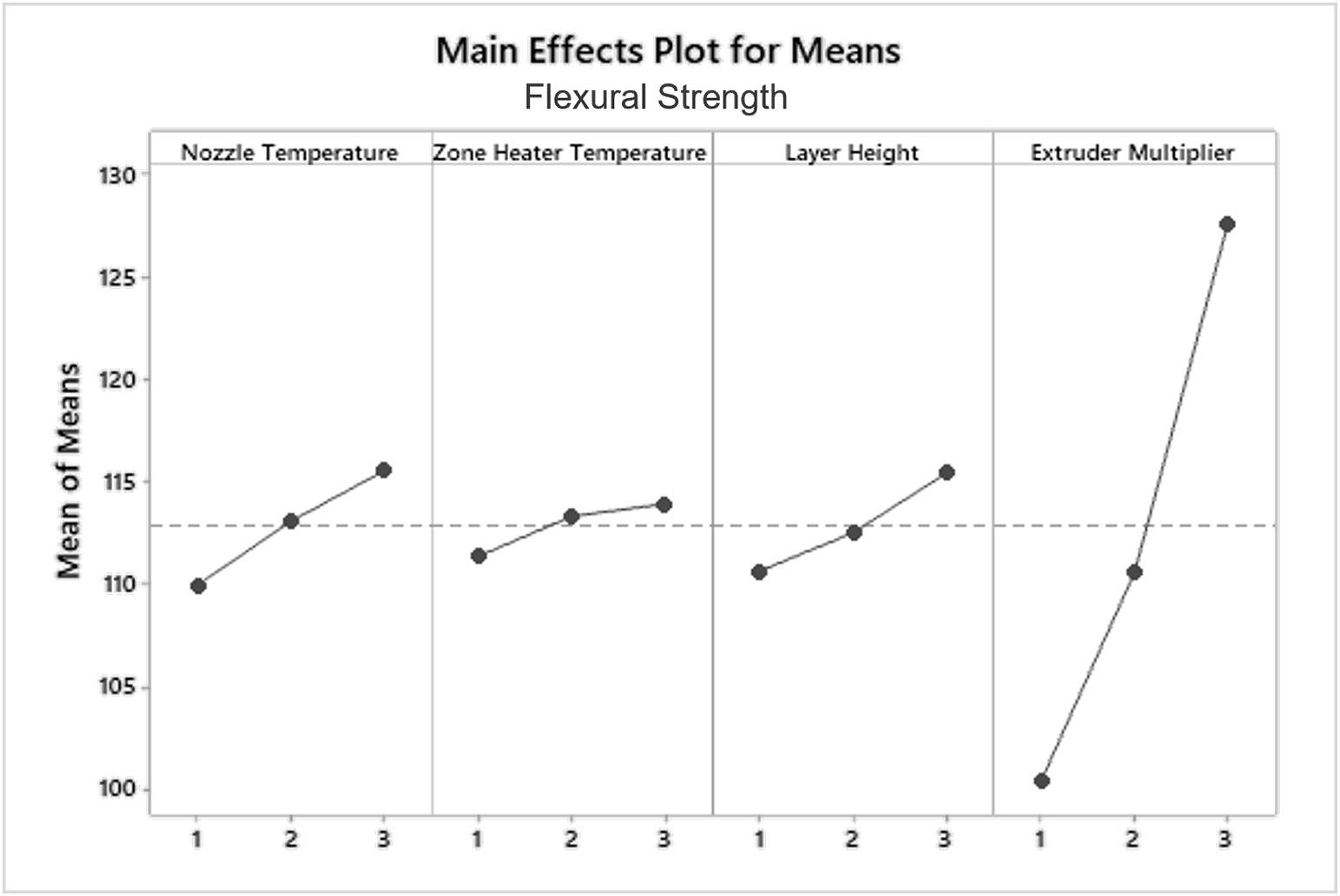
而抗弯强度和抗弯模量的适宜参数均对应所考察参数的最大值,即喷嘴温度495°C,区域加热器温度150°C,层高0.3mm,挤出机倍率1.1(图4-5)。使用适宜参数可以获得高性能的PEEK打印件。
![]()
▇ 降低孔隙率改善性能
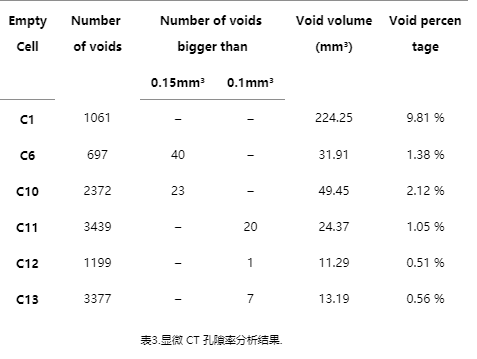
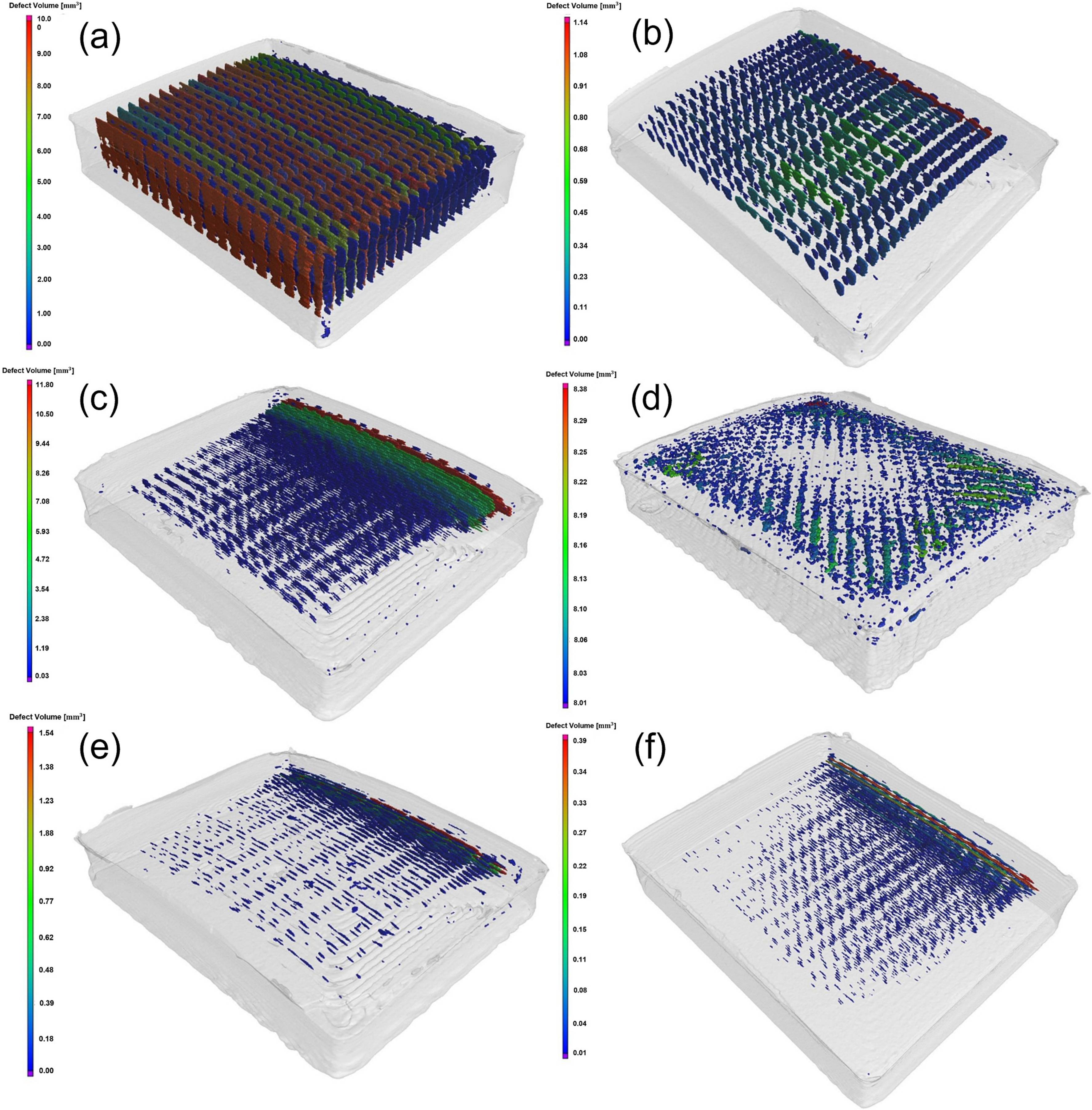
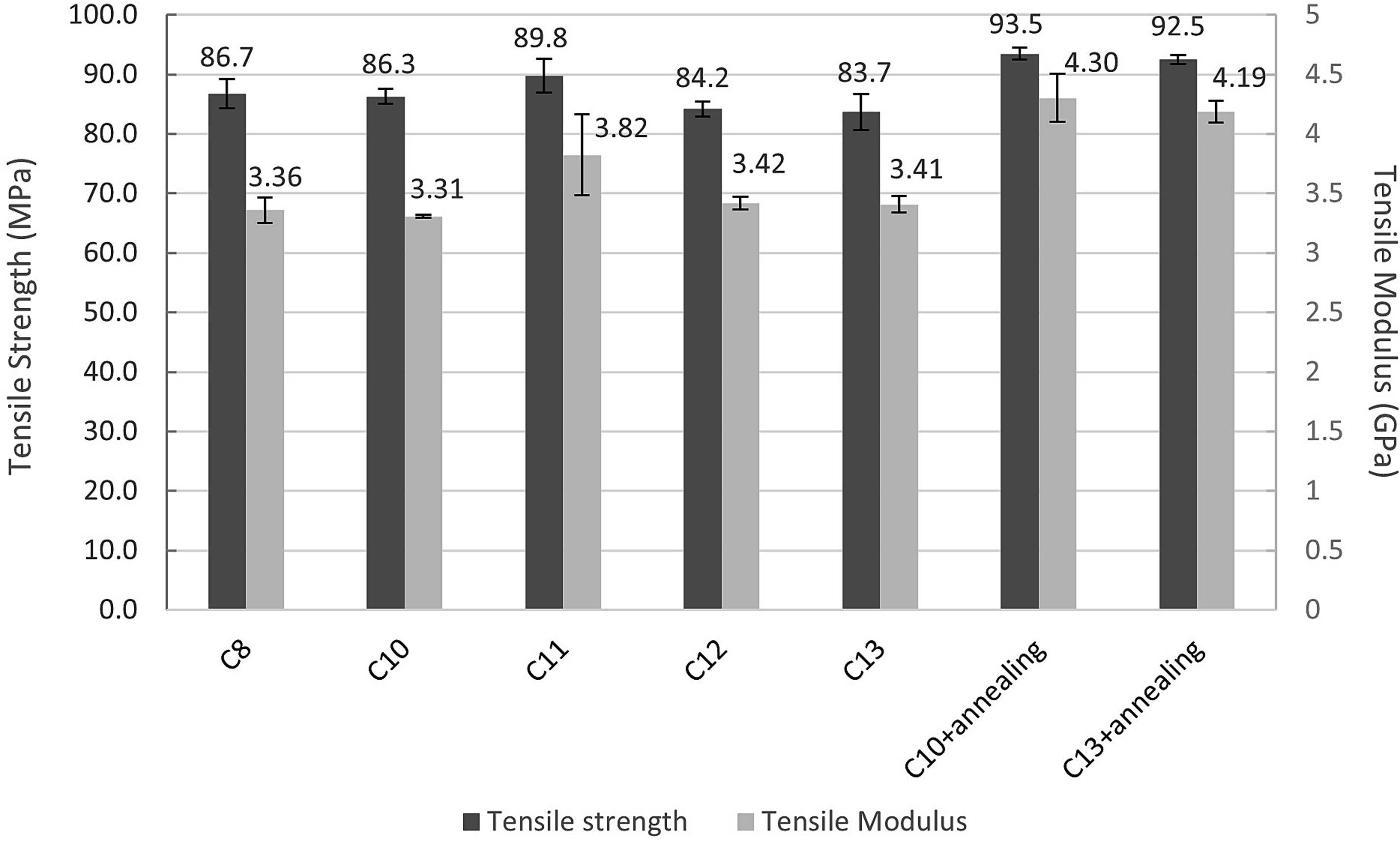
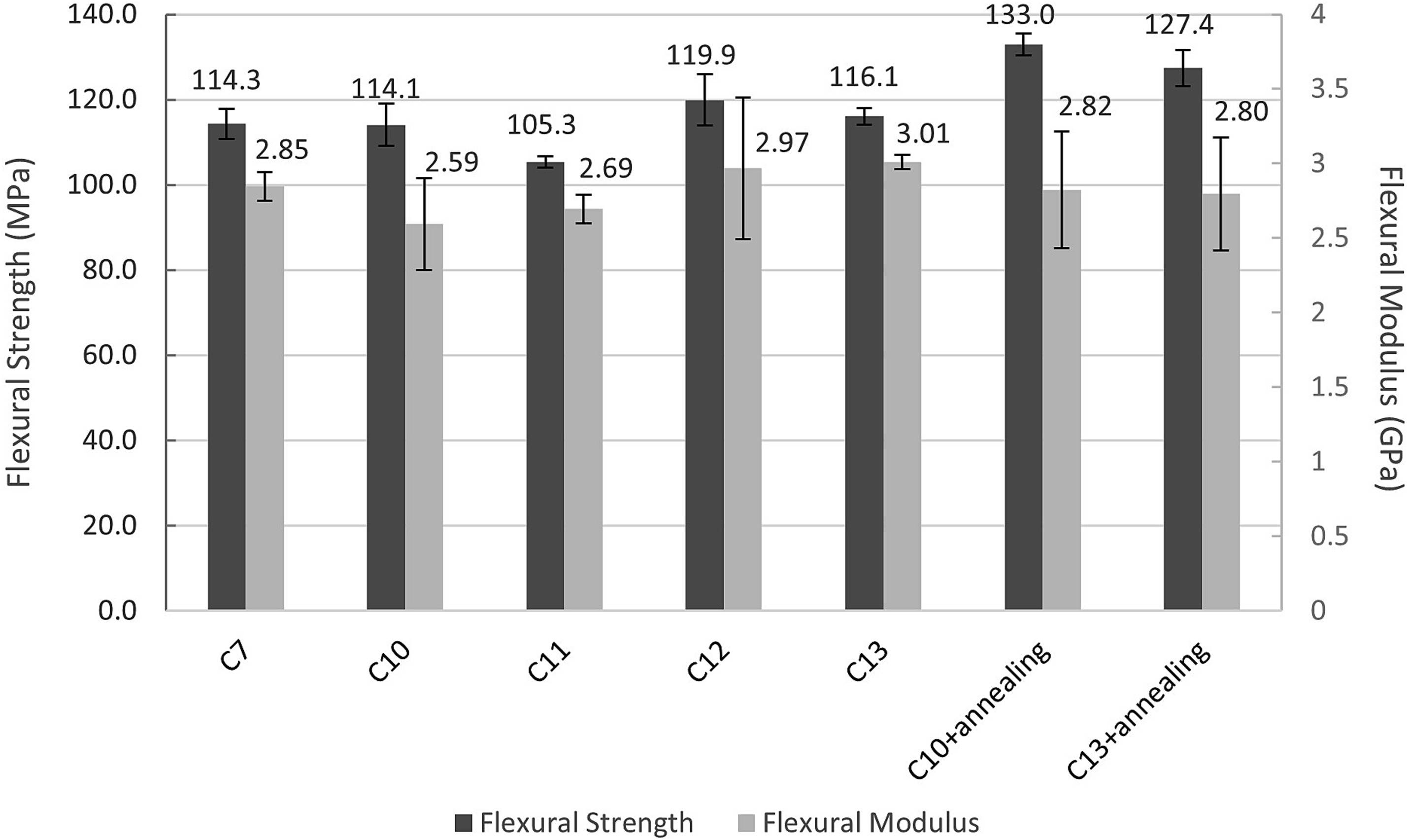
降低样品的孔隙率也可以显著提高PEEK打印件的机械性能。采用调整填充配置,如交替填充线角度、层间线偏移等(图6),可以有效减少样品的孔隙率(表3、图7)。这种填充优化增加了打印线和层间的界面附着接触面积,从而增加了层间附着效果。对比实验数据显示,相比默认的同心填充模式,采用层间线偏移的填充配置,样品的孔隙率降低了65%,拉伸强度提高13.9%(图8),抗弯强度提高5.1%(图9)。因此,优化填充模式设计也是改善PEEK打印件机械性能的一个有效手段。
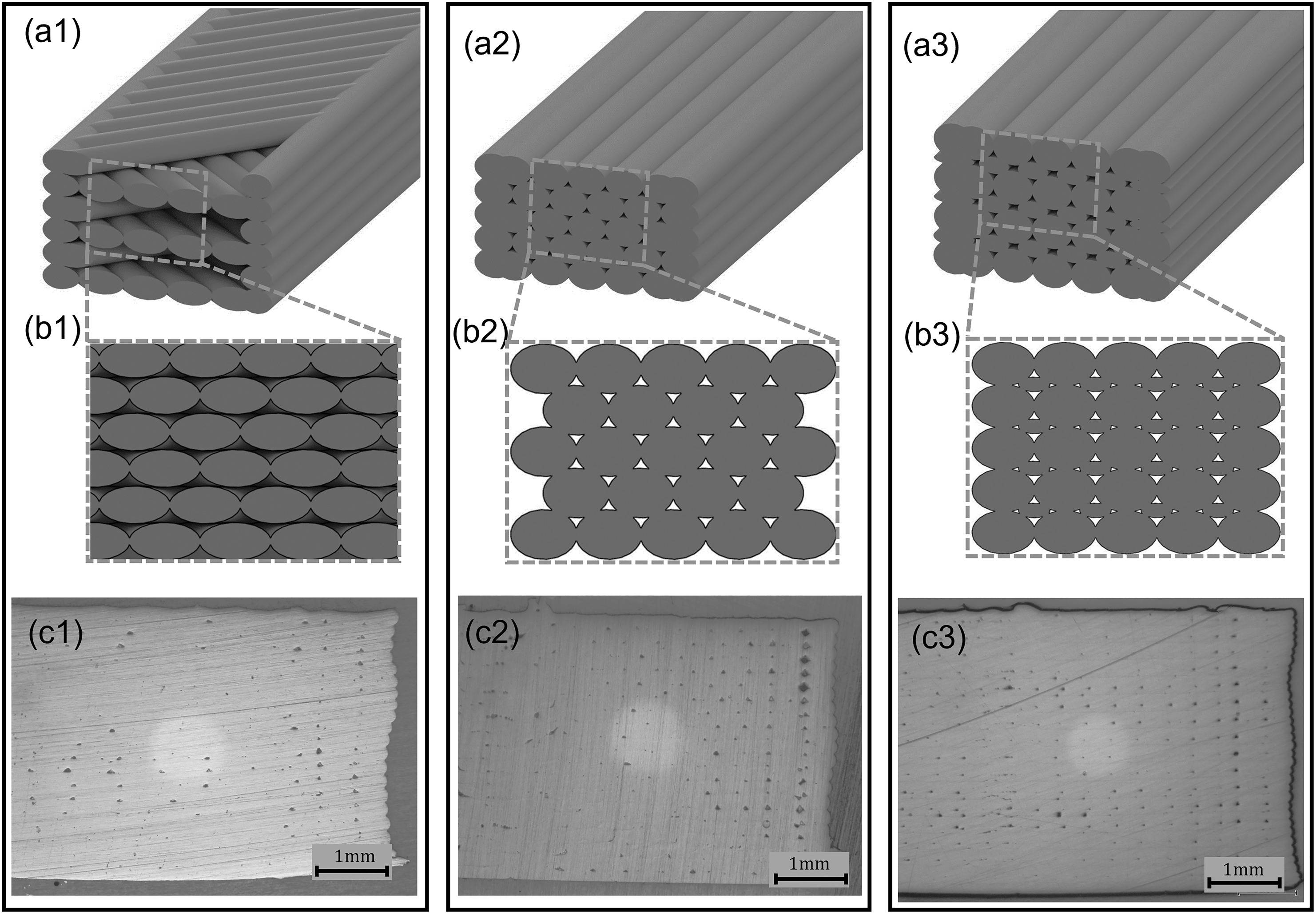
图6.样品 C11(a1)、C12(a2)和 C13(a3)的填充结构宏观结构示意图, 以及相应的横截面图(b1、b2、b3)和显)微照片(c1、c2、c3).
退火处理进一步提高性能
优化参数下的PEEK材料
3D打印性能研究及其医疗应用潜力
在这个研究中,针对诸如喷嘴温度、区域加热器温度、层高及挤出机倍率等关键参数进行了优化,旨在增强PEEK材料的3D打印性能。基于田口方法的实验数据,研究发现:在喷嘴温度为485°C、加热床温度为130°C、层高为0.2mm和挤出机倍率为1倍的条件下,拉伸强度可达89.8MPa;而在喷嘴温度495°C、加热床温度150°C、层高0.3mm和挤出机倍率1.1倍的配置下,抗弯强度可达139.7MPa。这些成果得益于参数优化所带来的PEEK打印件分子扩散及层间结合的显著增强。
进一步地,45°/-45°交替角度的填充策略能使拉伸强度相对于标准样品提升4.1%。同时,采用0.5倍线宽的层间位移填充策略可使抗弯强度相对增加5.1%。这些优化效果主要源于填充模式带来的层间结合空隙率的降低。
值得注意的是,经过300°C下的4小时退火处理后,PEEK打印件的拉伸强度、抗弯强度和模量分别提高了10.5%、16.6%和29.9%。这种增强表现与材料结晶度的提高和界面扩散的改善密切相关。此研究为PEEK材料在个性化医疗植入领域的实际应用提供了重要的参考资料。
DOI.org/10.1016/j.jmapro.2023.03.024
 首页
首页 电话咨询
电话咨询 留言
留言







